Vertical Lift Modules (VLMs)
Maximize Storage Capacity, Accuracy, and Productivity with Ferretto Vertimag Vertical Lift Modules
REB Storage Systems International is an elite U.S. dealer of Ferretto’s Vertimag Vertical Lift Module storage system, a high performance automated storage and retrieval system designed to dramatically increase space utilization, speed order picking, and improve operator safety.
If you’re looking for a reliable, high capacity, flexible vertical lift module, Ferretto VLMs deliver industry-leading ergonomics and the highest level of adaptability available.
What is a Vertical Lift Module?
A vertical lift module (VLM) is an automated storage system that stores trays vertically within a fully enclosed structure. With each pick request, the system automatically retrieves the required tray and delivers it to a pick bay. This reduces labor, saves floor space, increases security, and improves picking accuracy.
Vertimag Vertical Lift Modules are ideal for many applications, including:
- Batch picking
- Kitting
- Cluster picking
- Partial case picks
- Storage of:
- ranges of SKU sizes
- small parts
- high value items
- parts that must remain clean
- fragile items
- apparel and footwear
- automotive parts
- hardware
- machine parts
- sheet metal
- and many more...

Submit Your Inquiry
Why Choose the Ferretto Vertimag Vertical Lift Module?
The Vertimag Vertical Lift Module by Ferretto has been successfully implemented worldwide for more than 20 years across industries including manufacturing, distribution, aerospace, automotive, electronics, retail, and more.
Industry Leader In:
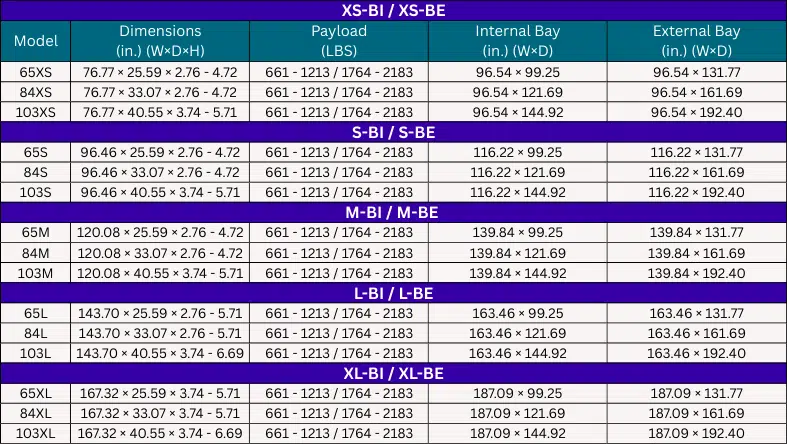
- Product flexibility: 120 tray combinations, 15 models, 6 bay types
- Maximum tray width: 167 inches
- Minimum height: 10.8 ft.
- Ergonomic bay depth
- Standard features: anti-seismic construction, automatic doors, outdoor capability
- Ergonomic dual-bay capability with exclusive Ergo-Tech bay design (see below for description)
Other Key Advantages:
- Saves up to 90% floor space.
- Highly flexible options to accommodate a range of products within the same unit.
- Exclusive Ergo-Tech system can manage the same flows as a double bay while providing unmatched ergonomics and adaptability.
- Increases productivity up to 7x
- Stores items of multiple sizes, shapes, and weights
- Improves picking accuracy and eliminates errors
- Enhances worker safety with advanced ergonomics
- Secure, enclosed storage environment
- Superior system reliability with rugged structural design
- Backed by REB's 60+ year reputation of providing quality products
What is the Ergo-Tech Bay?
Ferretto’s Vertimag offers an exclusive bay type, Ergo-Tech. Ergo-Tech makes it possible to obtain the picking speed of a dual-level bay by featuring a second lift (tray) inside the VLM underneath the picking bay. Once picking in the first lift is complete, the bottom lift quickly rises into picking position.
Not having the second tray exposed outside the unit, as with other brands of VLMs, allows for ergonomics to remain intact - pickers do not have to stoop to pick from the lower lift.

Features of the Ferretto Vertimag Vertical Lift Module
Your operation isn’t one-size-fits-all and neither is Ferretto’s VLM. Choose from multiple picking bay configurations to match your operational requirements:
- Single Internal Bay: Maximum safety and ergonomic handling.
- Double Internal Bay: Faster throughput and continuous picking.
- External Single / Double Bay: Ideal for heavy or bulky items requiring lifting equipment.
- Ergo-Tech Dual-Level Bay: Exclusive Ferretto design offering double-bay performance with greater flexibility and fewer storage height limitations.
- Extractable Bay: Enables manual tray removal for heavy or oversized materials. It occupies the same space as the internal bay.




REB’s Turnkey Services for Vertical Lift Module Systems
REB provides full project management of the Ferretto Vertimag vertical lift module.
REB is an internationally recognized material handling integrator with more than 60 years of experience. As an elite U.S. dealer of Ferretto Vertical Lift Modules, REB delivers:
- Nationwide project management: A REB project manager will be your point of contact throughout the entire project. Our project managers prioritize communication and will make sure that all applicable parties have a firm understanding of timelines and progression of the project.
- Expert system layout and design: REB designers can assess your SKU profiles, picking practices, and other operational requirements to determine VLM bay options and accessories.
- Permitting support: If permits are required, we’ll put together and submit all drawings and other documentation needed for permit approval.
- Trusted and insured installation subcontractors: REB-certified installers are highly skilled in VLM installation. All installers have passed REB’s strict qualification process which includes safety, quality, and insurance standards.
- Preventative maintenance and service support: Our trained staff will ensure your VLM system is working at peek operation.
- One stop shop for material handling and storage solutions: From racking, conveyors, and carts, we’re experts at everything needed to optimize your distribution center.

Get Expert Guidance on Your Vertical Lift Module Needs
Discover how much space, time, and cost you can save with a Vertimag Vertical Lift Module.
REB’s team will evaluate your inventory profiles, space requirements, and other operational requirements to provide a vertical lift module tailored to your needs. As an elite U.S. dealer of the Ferretto Vertimag VLM, we’ll help you implement a reliable, high performance automated storage solution from concept to installation.
Contact REB today to schedule a consultation by calling (773)289-3213 or fill out the contact form on this page.