Selective + Cantilever + Freestanding Mezzanine for Machine Parts – A Case Study
Solution at a Glance:
- Products Provided: Selective Racking, Cantilever Racking, Freestanding Mezzanine
- Services Provided: Design, Project Management, Permitting Support, Installation, Rack Removal and Relocation
- Location: Fort Worth, TX
Concern: Consolidate Current Storage and Prepare for Future Growth
A manufacturer of helicopter parts needed to consolidate storage. Their inventory ranged significantly from small parts to large, bulky items. However, their material handling system was not customized to optimally store their scope of SKUs. This caused a lack of density, resulting in a large storage footprint. Subsequently, the company was running out of space at their distribution center.
This caused them to relocate their distribution center to a new 407,000 sq. ft. facility. The company wanted a material handling system customized to their range of SKUs to allow for higher density and easier accessibility. Additionally, they wanted to ensure they had room for predicated growth so that they could remain in the facility.
Solution: Material Handling System Customized to Reduce Storage Footprint
Assessment and Design
REB project designers were provided with a list of all items stored in the old building that needed to be relocated to the new building, totaling 8,992 line items. REB also assessed the company’s material handling methods and throughput requirements. Each of these were evaluated to determine ideal storage methods. Some information that resulted from the evaluation includes:
- Available free and clear storage space includes two sections of the warehouse, totaling 97,700 sq. ft.
- Products include long bulky items, such as rotor blades; large machine pieces, such as engines; and small parts, such as nuts and bolts.
- Forklifts are used to transport products.
- The company predicts 20% growth over the next 5 years.
- The company has a considerable number of usable selective rack components that can be removed from their old building and integrated into their new system. This provides cost savings for the customer.
Based on all information, REB project designers produced a material handling system that is most effective for the company’s goals. Continue reading to learn more about the material handling system that REB designed and built for the customer.
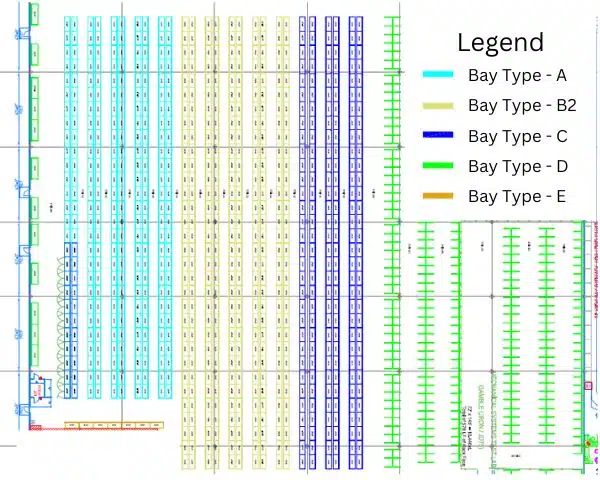
Selective Rack with Five Bay Sizes
Selective pallet rack is installed in 56,700 sq. ft. of the distribution center to store palletized and containerized items. REB removed the usable existing selective pallet rack owned by the company located in the old building and transported it to the new building to be integrated with new selective rack.

Five bay types were included within the selective rack system to accommodate the variety of palletized and containerized item sizes. Several beam levels are included within each bay of rack. Beam levels range from 24”, for small parts storage, to 80”, for large machine parts. Customizing beam levels allows for products to fit securely in the bay while preventing wasted air space.
Cantilever Rack
Another 22,300 sq. ft. of the warehouse includes 6 rows of 1-sided and 2-sided cantilever rack. Cantilever rack is used to store long, bulky items not well suited for selective rack. It provides higher selectivity and density of these items as compared to selective rack.
 Freestanding Mezzanine
Freestanding Mezzanine
An additional 17,400 sq. ft. section of the warehouse required a structural mezzanine to store larger items such as engines. The freestanding mezzanine allows operations to occur both on the mezzanine level and below the mezzanine. A MDR 24V belted zoned accumulation conveyor was integrated to assist in transporting items to and from the mezzanine level.

Full Project Management Services
Once the design was approved, the REB project manager oversaw the entire project from start to final walkthrough. Responsibilities completed by the project manager include:
- Obtain commitments on lead times and set a firm project schedule including completion date.
- Order and transport all materials from multiple manufacturers.
- Dismantle and transport all used rack from the old building to the new building.
- Obtain necessary building permits for the construction.
- Manage all subcontractors and monitored installation.
Outcome: Material Handling System with Optimal Density and Accessibility
The new material handling system provides several positive effects on the company’s distribution operation. These include:
Higher density: The company’s storage density has increased due to the customized configuration designed for each set of products. It allows the full cube of each bay to be utilized.
Higher selectivity and decreased pick times: The company is no longer storing items wherever they fit. Instead, each set of products have a designated location within the distribution center, making it easier for pickers to find and pick items.
Cost savings: The company saved a considerable amount of money on new rack because REB designers and installers were able to identify, uninstall, and transport usable selective rack that the company already owned. Additionally, because the design factors in the company’s growth projections the company will not have to do the costly and time consuming task of relocating once that growth occurs.
Do You Have Unique Storage Requirements That Must be Met?
At REB Storage Systems International, we look at each project as unique. While projects may have similarities, each client has unique needs that must be met. We leverage our more than 60 years of experience and knowledge to create a material handling system optimized for those needs.
As a material handling system integrator, REB has the flexibility to include products from multiple manufacturers based on the requirements of your rack system including pricing and lead time. This combined with in-house project design and project management expertise allows us to provide you with your unique storage solution.
To receive a storage solution that optimizes your unique requirements, fill in the contact form or call (800) 252-5955.
Share this post:
Submit Your Inquiry
Since 1962
REB has completed more than 100,000 projects in 15 countries (including all 50 states) for more than 20,000 customers across 50 industries, with 70% of customers as repeat buyers.
This is made possible by our team that has more than 300 years of industry experience designing and project managing material handling systems.
Learn more about REB's award winning service.