Multilevel Pick Module + Conveyors for Automotive Parts Wholesaler – A Case Study
Solution at a Glance:
- Services Provided: Assessment, Design, Project Management, Installation, Permitting Support
- Products Provided: Pick Module, Catwalk Rack System, Selective Rack, Transportation Conveyors, Accumulation Conveyors, Sortation Conveyors, Automation Controls, VRC Pallet Lift, Vertical Multilevel Tote Lift, Wire Mesh Enclosures
- Location: Portland, OR
- Number of Projects REB has Completed for Customer: 478
Concern: Ability to Efficiently Supply All Regional Distribution Centers
A nationwide aftermarket automotive parts wholesaler needed a new large regional distribution center to expand and better service their growing business. This distribution center needs to provide enough storage capacity and throughput capabilities to effectively supply their larger customers and smaller regional distribution centers.
Solution: Pick Module Designed to Expedite Order Fulfillment
First, REB designers gained a thorough understanding of the company’s SKU characteristics, turnover rates, picking methods, and growth projections. Some significant information from this evaluation included:
- The company has three order fulfillment categories: e-commerce orders, local delivery orders, and will call orders. However, their processes for picking, packing, and shipping within these categories were not well-organized, leaving room for efficiency.
- Orders were picked with carts into corrugated boxes and brought to shipping. They then manually sorted the boxes of orders to one of the three shipping points.
- The company wanted to use automation to expedite their order fulfillment process.
- The company stores some specialty items such as chemicals, aerosols, and batteries.
- The company stores flat, heavy products such as rotors and brake pads.
REB designers used this information to develop a material handling system layout that optimizes the flow of orders. It includes a catwalk racking system, multiple conveyor systems, and selective rack with cages for security of specialty items. Read further to learn about each of these solutions in detail.
Catwalk Racking System
For high-density piece picking a ground plus two-level catwalk system is included. This allows the company to utilize their vertical space, significantly reducing the storage footprint of these items and allowing pickers to pick on multiple levels of the system simultaneously. Two bay sizes are included in the catwalk system to accommodate various sized inventory.

Additionally, two vertical reciprocating conveyors (VRCs) are integrated into the catwalk system. VRCs use a lift platform that moves up and down on a track, driven by hydraulic or mechanical systems. The company loads pallets of products via a pallet jack or rolling cart onto the VRC, which then transports the pallets to the required level of the catwalk system to replenish picking areas.
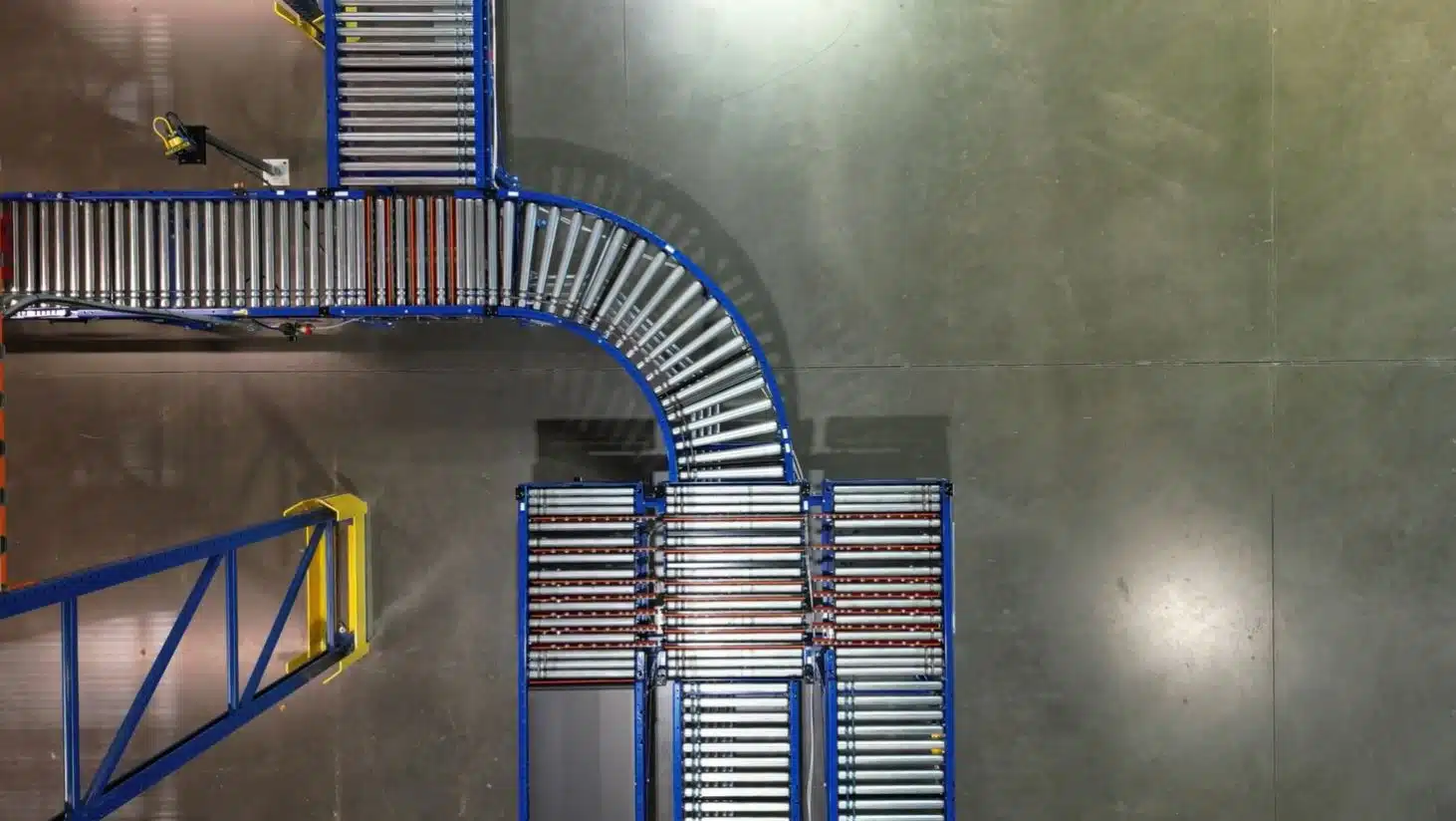
Multifunctional Conveyor System
To move products efficiently from upper levels of the catwalk system to the ground level for packing and shipping, a multifunctional conveyor system consisting of five conveyor types is integrated with the catwalk system. The conveyor system includes:
- Slider bed belt conveyor: Slider bed belt conveyors are a uniform long belt that is driven via a motor and pulley system. Because they don’t include accumulation or sortation capabilities, they are an economic conveyor option. Four slider bed belt conveyors were incorporated in each conveyor line to help keep the cost down.

- Motorized driven roller accumulation conveyor: Also known as MDR conveyors, this type of conveyor consists of a series of idler rollers driven by a motorized roller. This MDR conveyor features accumulation capability, which allows for zero pressure contactless tote accumulation. Totes travel from zone to zone until reaching their end destination.
- Motorized driven roller pop-up strand conveyor: Motorized driven roller pop up strand conveyors have the same features as a motorized driven roller conveyor, with the added feature of pop-up strands, also known as transfer strands. These strands work in conjunction with a photoeye that scans a barcode located on each tote coming down the line. Once the system identifies which conveyor line the tote belongs in, the bidirectional strands pop up to divert the tote to that conveyor line. MDR divert strands can transfer up to 32 totes per minute.
- Vertical tote lift conveyor: The vertical tote lift conveyor is used to transport totes of picked products from upper levels of the catwalk to the ground level at a rate of 4 to 6 totes per minute. An MDR conveyor is mounted in the unit that raises and lowers via a vertical actuating conveyor belt. For safety, it is fully enclosed with plexiglass and metal guard so no operator/object can get in the way. A vertical tote lift has a substantially smaller footprint compared to a powered spiral conveyor, which makes them ideal in smaller pick module aisles and restricted given space.
- Motorized driven roller gates: This feature of the MDR conveyor permits an entire section of the conveyor to be raised up to allow personnel and equipment to cross through to either side of the conveyor line.
Conveyor Process from Picking to Shipping
Each of the above conveyor types works together to bring products from the upper levels to the ground level and then to its shipping location. The process for this is as follows:
- When the pick is started in the racking, the operator scans the barcode located on each tote. Their warehouse management system (WMS) then assigns an order to the tote. Their WMS knows which end point each tote must go to.
- Pickers then place totes with items on the motorized driven roller accumulation conveyor, which takes them to the vertical tote lift conveyor. The accumulation conveyor holds the totes in a queue at the entrance to the tote conveyor as it brings each tote to the ground level.
- Once on the ground level, the motorized driven roller pop up strand conveyor (also known as a sortation conveyor) scans the barcode on each tote and subsequently sends them down the conveyor line to one of four points: 1) first floor pick requirement; 2) e-commerce orders; 3) local deliveries; and 4) will call orders.
- Packing stations are included at each of the shipping endpoints (e-commerce, local, and will call). To control the flow of orders for packers, the accumulation conveyor is integrated leading up to the packing stations. This allows totes to accumulate until the packer removes all order items from the tote. The operator then lifts the empty tote offline, which signals upstream totes to advance forward in train fashion.
Selective Rack for Specialty Items
Because the company stores specialty items such as chemicals, aerosols, and batteries, a selective rack system separate from the catwalk system was included. Due to the nature of these items, lockable wire mesh enclosures were attached to the rack in several locations.
Additionally, a selective rack system with tight beam spacing of 16” was included for storage of flat, heavy items such as rotors and brake pads that required manual transport.
Solution: Full Project Management Services for Pick Module
In addition to designing the pick module, REB project managers provided turnkey services to complete the project. The project manager’s responsibilities included:
- Obtain commitments on lead times and set a firm project schedule including completion date.
- Order and transport specialized U.S. fabricated system components from multiple manufacturers.
- Provide support services for permitting the system.
- Manage all subcontractors and install the system via our highly vetted installation crew.

Outcome: Efficiently Supply Products to Regional Distribution Centers
The new material handling system has several positive effects on the company’s distribution operation. These include:
High density: The company’s storage density has increased due to utilizing the vertical space of the distribution center via a catwalk racking system. Additionally, the varying bay sizes allow for the full cube of each bay to be utilized. Because of this, they can store all the products necessary to supply their smaller regional distribution locations.
High throughput: Adding automation via several conveyor systems decreases the time it previously took pickers to pick items and transport them to their distribution location.
Lower labor costs: Automation has decreased the requirement for employees to be involved in every step of the distribution process.
Decreased error rates: Because the pick module automatically sends totes to each of the company’s four fulfillment categories, employee error is eliminated in this step of the process.

Do you Have Storage Requirements That Need to be Met?
At REB Storage Systems International, we look at each project as unique. While many have similarities for which we can leverage our experience and knowledge, each client has unique needs that must be met.
REB has the flexibility to integrate products from multiple manufacturers based on the requirements of your rack system including pricing and lead time. This combined with in-house design, planning, and permitting support expertise allows us to provide you with your specific storage solution.
To receive a storage solution that optimizes your unique requirements, fill in the contact form on this page or call (773) 232-2958.
Share this post:
Submit Your Inquiry
Since 1962
REB has completed more than 100,000 projects in 15 countries (including all 50 states) for more than 20,000 customers across 50 industries, with 70% of customers as repeat buyers.
This is made possible by our team that has more than 300 years of industry experience designing and project managing material handling systems.
Learn more about REB's award winning service.